What is a P22 Pipe Elbow? A Quick Guide for Professional Engineers
✅In power plants, oil refineries, and high-temperature, high-pressure steam piping systems, the design drawing may specify P22 pipe, but what material and name should be used for the elbow?
Many engineers and procurement personnel ask: what is an elbow for P22 pipe called?
✔️To be precise, the elbow used for P22 pipe should be called the ASTM A335 P22 alloy steel elbow, also referred to in the industry simply as the P22 elbow. Its pipe material conforms to the ASTM A335 standard (seamless ferritic alloy steel pipe), while the dimensions and manufacturing tolerances of the elbow itself must comply with the ASME B16.9 standard.
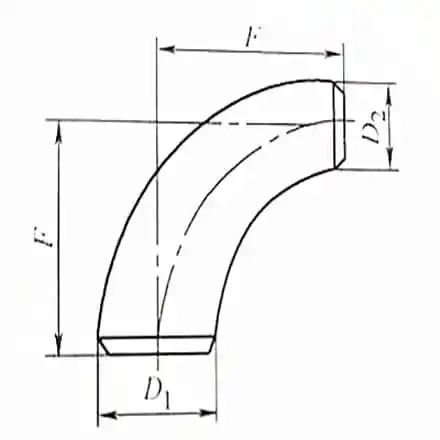
✔️If you need precise parameters such as the center-to-end distance and wall thickness tolerance of the elbow, you can refer to ASTM A335 chrome moly elbow dimensions – this is a critical set of data for engineering selection.
✔️P22 is a chromium-molybdenum alloy steel (Chrome-Moly), with a typical chemical composition of: chromium (Cr) content 2.25%, molybdenum (Mo) content 1.00%. Compared to ordinary carbon steel, P22 offers excellent creep resistance and hydrogen attack resistance at high temperatures.
✔️In engineering practice, P22 butt weld elbow temperature rating is an important selection criterion: under standard wall thickness series, this elbow can typically operate long-term at 565°C (approximately 1050°F), making it suitable for superheated steam pipelines and hydrotreater reactor outlet lines.
✔️In terms of elbow types, the most common is the Long Radius (LR) elbow, with a bending radius equal to 1.5 times the nominal diameter. According to ASME B16.9 P22 LR elbow, for an NPS 4 (DN100) LR elbow, the center-to-end dimension is 152 mm (6 inches). Short Radius (SR) elbows (radius 1.0D) are used only when space is extremely constrained, but they result in higher pressure loss and increased erosion risk.
✔️Regarding the connection method, P22 elbows typically have a butt weld beveled end. Preheating to 150–200°C is required before welding, and post-weld stress-relief heat treatment at 700–750°C must be performed to avoid cold cracking. This process requirement comes directly from the ASTM A335 specification for the weldability of chrome-moly steel.
📝For engineers involved in the procurement or design of high-temperature, high-pressure pipe fittings, mastering the above nomenclature, standards, and temperature rating information can avoid the risk of leakage or creep failure due to selecting the wrong elbow.